|
62| 0

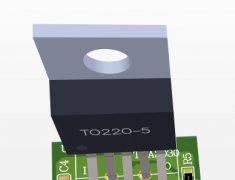
pcb线路板各种通孔焊接方法 |

| ||










Copyright ©2015-2022 长沙市凡亿教育科技有限公司 Powered by©Discuz! 技术支持:凡亿教育 ( 湘ICP备2024059722号 )


 窥视卡
窥视卡

 置顶卡
置顶卡 变色卡
变色卡